
Cleanroom particle control is usually discussed through familiar engineering elements: HEPA or ULPA filtration, air change rate, airflow pattern, pressure differential, cleanroom materials, and validation testing. These remain the foundation of any ISO-classified or GMP cleanroom.
However, in some industries—especially electronics, TFT-LCD manufacturing, precision coating, static-sensitive assembly, and high-cleanliness process environments—negative ion air purification is sometimes considered as an additional method to reduce airborne particles and static charge.
The key question is not simply whether negative ions can remove airborne particles in a controlled test environment. Research shows that they can. The more important question for cleanroom owners and designers is how this technology should be used within a complete contamination control strategy.
According to the study “Particles Removal by Negative ionic Air Purifier in Cleanroom,” published in Aerosol and Air Quality Research, negative ionic air purification was tested in a closed cleanroom-like chamber to evaluate its effect on particles between 0.1 μm and 0.5 μm. The study found that negative air ionization reduced particle concentration more effectively than natural decay, especially when supported by air mixing.
For Hurricane Techs, the practical engineering conclusion is clear: negative ion air purification can be useful in selected cleanroom applications, but it should be treated as a supplementary particle control method—not as a replacement for HEPA filtration, proper airflow design, pressure cascade, cleanroom classification, or validation testing.
What Negative Ions Do in a Cleanroom Environment
Negative air ions can attach to airborne particles and change their electrical properties. Once particles become charged, they may agglomerate, move toward surfaces, or settle more easily depending on airflow, surface conditions, electrostatic effects, and room geometry.
This is why negative ion systems are sometimes used in environments where static charge and fine particles are both concerns. In TFT-LCD production, for example, glass panels and equipment can accumulate static charge during high-speed manufacturing. Ionization is often used to neutralize static electricity and reduce the risk of particles attaching to sensitive surfaces.
From a cleanroom engineering perspective, this means negative ions are not simply an “air cleaning device.” They are part of a wider interaction between particles, airflow, static electricity, surfaces, equipment layout, and process risk.
A cleanroom must not only remove particles from the air. It must also control where particles are generated, where they travel, and whether they can reach critical product or process areas.
Why Air Mixing Matters More Than Many Buyers Expect
One important finding from negative ion particle removal research is the role of air mixing. In a closed chamber, particle removal with negative ionization alone can work, but performance improves significantly when air movement helps distribute ions and increase interaction between ions and particles.
This point is especially important for real cleanrooms. A negative ion purifier installed in the wrong location may show good performance near the device but much weaker performance in other parts of the room. Without appropriate air movement, ion concentration can be uneven. Some zones may benefit from ionization, while other areas remain under-controlled.
The AAQR study reported that air mixing helped reduce particle concentration more effectively under flow-field conditions. For cleanroom engineering, this means the performance of a negative ion system depends not only on the ion generator itself, but also on how airflow distributes ions across the room.
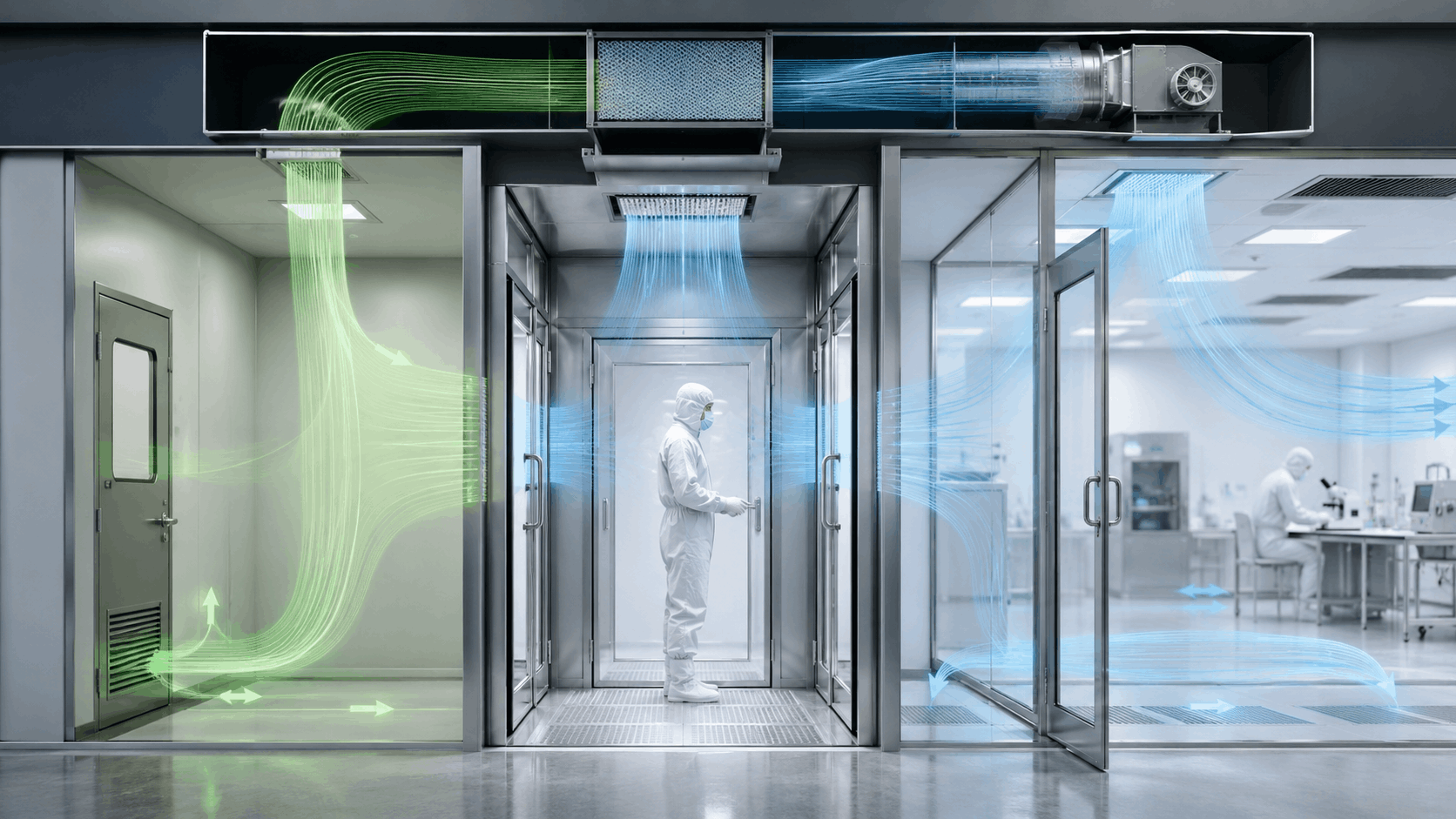
In actual cleanroom projects, airflow is never neutral. Supply air from HEPA terminal boxes, FFUs, return air grilles, process exhaust, equipment heat loads, and operator movement all influence particle transport. A negative ion system should therefore be evaluated together with the cleanroom airflow pattern.
For many cleanroom projects, Hurricane Techs recommends reviewing any supplementary ionization system together with:
- HEPA or ULPA filter location
- Air supply and return path
- Air change rate
- Laminar or turbulent airflow behavior
- Process equipment layout
- Operator movement
- Electrostatic discharge risk
- Particle monitoring points
- Critical product exposure zones
A device may remove particles in a test chamber, but a cleanroom must control particles under real operating conditions.
Height and Distance Influence Particle Removal Performance
Another important insight from cleanroom ionization research is that particle removal performance changes with distance from the ion source and height from the floor. The best particle removal effect is usually found near the ion generator, while performance decreases as the measuring point moves farther away.
The AAQR study also found that performance near the negative ionic purifier was better than in the rest of the chamber. In terms of height, the highest removal efficiency was observed around 60 cm above the floor, while performance decreased substantially as height increased.
This finding is important because cleanroom particle control is never fully uniform. It is shaped by airflow, equipment layout, local contamination sources, particle behavior, and the location of critical process zones.
For example, in a pharmaceutical cleanroom, the most important point may be the filling zone, sampling area, exposed product transfer point, or weighing area. In an electronics cleanroom, it may be the area around a sensitive panel, wafer, optical component, or precision assembly line. In a food or packaging cleanroom, it may be the product exposure zone near filling, sealing, or packaging equipment.
If a negative ion device is used, the design question should be:
Where is the critical contamination risk, and can ion distribution actually reach that zone effectively?
This is why cleanroom particle control cannot be solved by simply adding equipment. It requires layout review, airflow coordination, and performance validation.
Negative Ion Air Purification Cannot Replace HEPA or ULPA Filtration
For cleanrooms, HEPA and ULPA filtration remain the primary engineering control for airborne particles. A negative ion air purifier may help accelerate particle removal in certain conditions, but it does not provide the same predictable, testable, standards-based performance as a properly designed cleanroom HVAC system.
HEPA and ULPA filters are selected based on tested filtration efficiency. They are installed in AHUs, terminal boxes, FFUs, pass-through systems, and cleanroom air supply systems. Their performance can be verified through leakage testing, airflow testing, particle counting, and cleanroom classification.
Negative ion systems, by contrast, are more sensitive to room geometry, airflow movement, distance, surface conditions, humidity, and device placement. This makes them harder to use as the core basis for cleanroom classification.
For ISO 14644 cleanrooms, the cleanroom must still meet its required airborne particle concentration limits during classification testing. For GMP cleanrooms, the system must also support contamination control, monitoring, cleaning, validation, and documentation expectations.
In short, negative ion systems may support cleanroom particle control, but they should not be used as a shortcut around cleanroom design fundamentals.
Where Negative Ion Systems May Be Useful
Negative ion air purification may be worth considering in specific cleanroom-related applications, especially where particle control and static control overlap.
Electronics and Display Manufacturing
In TFT-LCD, semiconductor support areas, optical assembly, and precision electronics, static charge can attract particles and create surface defects. Ionization may help reduce electrostatic attraction and improve particle behavior around sensitive components.
Precision Coating and Spray Processes
In coating environments, airborne particles can cause visible defects or surface quality problems. Supplementary particle control methods may help when integrated with proper airflow and exhaust design.
Localized Clean Zones
For some production lines, localized particle reduction around a work area may be more realistic than trying to ionize the entire room. In such cases, the ionizer should be coordinated with FFU coverage, air curtains, mini-environments, or clean benches.
Static-Sensitive Process Areas
Where static electricity is a known process risk, ionization can support both ESD control and particle management.
Key Design Considerations Before Using Negative Ion Air Purification
Before applying negative ion air purification in a cleanroom project, several engineering questions should be reviewed.
1. What Particle Size Range Matters?
Different cleanroom applications are sensitive to different particle sizes. ISO classification focuses on defined airborne particle concentration limits, while specific manufacturing defects may be caused by particles smaller or larger than those classification points.
2. Is the Goal Room-Level Control or Local Control?
A single device may not provide uniform performance across the room. For critical environments, localized control near the process risk may be more practical.
3. How Will Airflow Distribute the Ions?
Air mixing can improve interaction between ions and particles, but uncontrolled turbulence may also disturb clean airflow patterns. The ionization system should not conflict with the cleanroom’s designed airflow direction.
4. Will Ozone or Byproducts Be a Concern?
Some ionization technologies may generate ozone or other byproducts. For pharmaceutical, food, healthcare, and sensitive electronics applications, this must be carefully evaluated against product safety and process requirements.
5. How Will Performance Be Validated?
Any supplementary particle control system should be supported by testing. Particle counting, airflow visualization, recovery testing, and operational monitoring may be needed to confirm real performance.
Hurricane Techs Recommendation
For most cleanroom projects, Hurricane Techs recommends treating negative ion air purification as an optional enhancement rather than a primary cleanroom design strategy.
A stable cleanroom should first be built on:
- Correct cleanroom classification target
- Proper room layout and material flow
- HEPA or ULPA filtration
- Well-designed HVAC and air distribution
- Pressure differential control
- Cleanroom envelope integrity
- Appropriate doors, pass boxes, and air showers
- Validation testing and monitoring
After these fundamentals are established, negative ion systems can be considered for specific process risks such as static control, localized particle reduction, or defect-sensitive production areas.
This approach is especially important for pharmaceutical cleanrooms, food cleanrooms, electronics cleanrooms, and precision manufacturing facilities where cleanroom performance must be predictable, testable, and repeatable.
Conclusion
Negative ion air purification can support particle reduction in cleanroom environments, especially when combined with proper air movement and applied near relevant contamination risk zones. Research suggests that airflow mixing, distance from the ion source, and installation height can all influence particle removal performance.
However, negative ion technology should not be viewed as a replacement for HEPA filtration, ISO 14644 cleanroom classification, GMP contamination control, or validated HVAC design.
For cleanroom owners, the most reliable strategy is to build a strong cleanroom foundation first, then evaluate ionization as a process-specific enhancement where it adds measurable value.
Hurricane Techs provides cleanroom design, filtration integration, HVAC coordination, cleanroom materials, installation, and validation support for industries that require reliable contamination control. If your project involves particle-sensitive production, static-sensitive processes, or high-cleanliness requirements, our engineering team can help review the most suitable cleanroom solution for your application.
References and Further Reading
Shiue, A., Hu, S.C., and Tu, M.L. “Particles Removal by Negative ionic Air Purifier in Cleanroom.” Aerosol and Air Quality Research, 2011.
Related Hurricane Techs resources: ISO 14644 Cleanroom Classification; GMP Cleanroom Requirements for Pharmaceutical Manufacturing


